FAQ
Cold Heading (Cold Forging, Cold Forming)
The following links provide introductions to the processing methods used in manufacturing terminals and pins out of wire.
This text offers some introductions to the processing methods used in manufacturing terminals and pins out of wire or rod materials.
The processing methods referred to are cold forging, cold heading, and Cold forming.
- Cold Heading
- Methods for Cold Heading and other processing
- Heading and Forging
- Cold Heading/Forging and Hot Heading/Forging
- Heading and Rolling
- Materials for headed parts
- Methods for processing headed parts
- Shipping types
- Plating
- Inspection system
- Applications for headed parts
- Heading equipment
- Methods for processing applied in headed parts manufacturing
Cold heading
Cold heading (Cold forging, Cold forming), a core technology of FINECS Group, is a metal working method in which a metallic material is shaped through the application of the appropriate force. The "cold" in cold heading means that the working process attains the intended shape at ordinary temperatures only through impacting, stretching, bending and/or other force applications, without heating the material for deformation.At FINECS, we produce all tooling by ourselves, enabling us to offer higher precision at smaller tolerances compared to ordinary processes. Furthermore, we developed our technology to manufacture with nearly no occurrence of burrs.
The primary advantage of cold heading compared to machining and other shaping methods involving material-removal is high volume production at high speed.
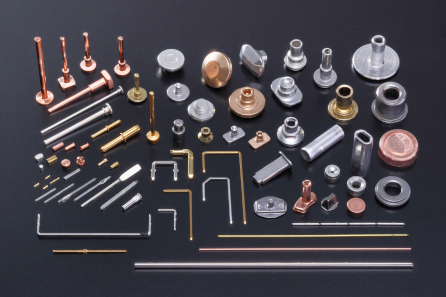
Among various other cold heading processes, we at FINECS specialize in heading from wire or rod materials and we offer a variety of components for consumer products, automotive parts, and medical equipment.
![]()
![]()
Methods for Cold Heading and other processing
Comparison to Stamping
- ・No stamping out of material = no loss of material.
- ・Tooling costs are cheaper.
Comparison to Cutting
- ・Production without cutting = no occurrence of cutting scraps
- ・Quick high volume manufacturing possible
Comparison of press-working / cutting / cold-heading
Pin and terminal processing by cold-heading, which is processed from metal wire, can reduce costs compared to press-working and cutting.
we presented a comparison table of each processing method. It is important to select the processing method for each application.
When considering the procurement of pins and terminals, please consider using cold-heading.
Press-working |
Cold-heading |
Cutting |
|
|---|---|---|---|
| Initial costs | ✕ A few million JPY. | 〇 A few hundreds of thousands JPY. | None |
| Mold maintenance costs | ✕ Lots of maintenance parts. | 〇 Fewer maintenance parts. | None |
| Material loss | △ | 〇 | ✕ Quite a lot. |
| Mass production unit price | 〇 | 〇 | ✕ Very expensive. |
| Productivity | 〇 | 〇 Can produce more than 1 million pieces / month. | ✕ Low production utilization rate. |
| Exposure of base material when using pre-plated material | ✕ Eexposed pullout surface. | 〇 Only tip. | ✕ Unavailable. |
| Tip shape | 2 side R


|
4 side R


Can be changed R angle and dimensions. |
2 side R / 4 side R |
| Other features |
|
|
|
| Also known as |
|
|
Heading and Forging
In metal working at ordinary temperatures (cold metal working), the terms "forging" and "heading" have the same basic meaning. When working metal by applying pressure to mold the material to the desired shape, the word "forging" is often used to refer to increasing mechanical strength while also achieving the desired shape through deformation, as the term "forging" is traditionally used. “Heading,” which is a similar metalworking process using high pressure, is called heading (forming) processing, and it is primarily used to create shapes similar to screw heads.
As you can see, both terms are nearly identical in their meaning, but a common way to separate these two is the direction of the pressure added to the material: During Heading pressure is applied horizontally to shape the material, while during Forging this pressure comes in vertically.
Cold Heading/Forging and Hot Heading/Forging
Heading and Forging are classified according to the temperature of the material at the time of processing.
While Cold Heading (Forging) is done at room temperature, there also exist the methods of Warm or Hot Heading where heat is applied to the material before the actual processing.
As all these methods hold advantages and disadvantages over each other, the right choice of method should be made depending on the desired application of the product.
Cold Heading (Cold Forging)
- ・Advantages: high precision, high speed, smooth surface
- ・Disadvantage: Complex shapes are difficult
Hot Heading (Hot Forging)
- ・Advantage: Complex shapes are possible
- ・Disadvantages: Less precise, slow processing, rough surface
Warm Heading (Warm Forging)
As the temperature lies in between the other two methods, so do its advantages and disadvantages
At FINECS, we make only Cold heading product.
Heading and Rolling
The rolling process is also referred to as rotary forging. During this process the material gets deformed by applying pressure while rotating the material. Normally, the head part of a bolt is made by Heading and the thread part by rolling.
At FINECS, we make only Cold heading product.
Materials for headed parts
This section describes the major classes of metals used in cold heading.
Copper (Cu)-based metal alloys
Copper (Cu) ranks second among pure metals in electrical conductivity at room temperature (silver (Ag) is first, followed by Cu and gold (Au)). It is available at relatively low prices compared to other electrically conductive metals and so it sees widespread use in heading processes for the manufacturing of electrical contact terminals.
In order to enhance the basic properties of Cu mentioned above for specific application uses, a variety of Cu-based alloys are used in the heading process.
Pure copper
Pure copper does not contain any additional alloying element, thus demonstrating the high electrical conductivity specific to Cu, although it is inferior to other copper alloys in strength.
The pure copper varieties used in heading processes includes electrolytic tough-pitch copper (C1100), which retains 0.02-0.05% oxygen content to detoxify any impurities which could interfere with conductivity, and oxygen-free copper (C1020), refined to remove as much oxygen contamination as possible to avoid hydrogen embrittlement, a disadvantage of electrolytic tough-pitch copper.
Brass
Brass is an alloy of copper (Cu) and zinc (Zn). As the Zn content increases, it becomes harder but also more brittle. It offers good processability for a variety of heading process needs with adjustment to the alloying agent ratios. Consequently, brass is used not only for electrical parts but also large-sized auto parts and headed parts for building construction.
Primarily C2600 (70% Cu and 30% Zn) and C2700 (65% Cu and 35% Zn) are put into wide use.
Phosphor bronze
This alloy of copper (Cu), tin (Sn) and small amounts of phosphorus (P) constitutes a type of bronze. It features high mechanical strength and spring characteristics. It is also excellent in wear resistance and is non-magnetic, thus finding wide application in springs, switches, gears and other headed parts for various types of electronic equipment.
Other Cu alloys
Other alloys like Corson are also attracting attention due to their springiness and higher electrical conductivity.
Ferrous metals
Stainless steel
Stainless steel is a steel alloy with a minimum of 10.5% chromium content by mass added to the principal component Fe to ensure that it does not readily corrode. The chromium content binds with oxygen in the air, creating a protective passivation layer on the surface and thus ensuring higher corrosion resistance.
Other metals
Aluminum
Aluminum is lightweight, approximately 35% less relative density than iron, and excellent in thermal conductivity, electrical conductivity, and ease of processing. It creates a protective film of oxide in the air and as a result provides higher resistance to corrosion. Pure aluminum offers low strength and so aluminum is often used in the form of aluminum alloys. Aluminum sees widespread use in rivets and other headed parts.
Precious metals
Precious metals like gold (Au) or silver (Ag) are often used as brazing material.
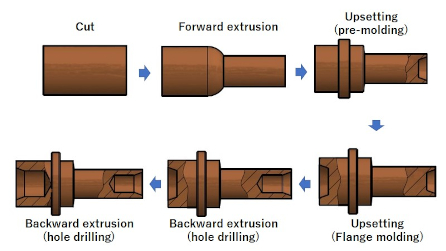
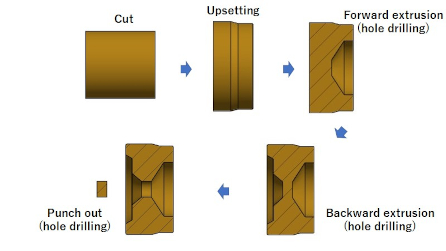
Methods for processing headed parts
In the cold heading process, headed parts are manufactured with a combination of "punches" to cause deformation by applying force directly to the material in question and "dies" to hold the material.
Punches and dies are available in various designs for different forms of materials and final intended shapes. They are combined to accommodate a wide variety of heading work, as listed below.
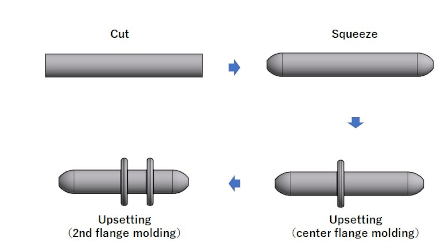
Upsetting
Upsetting refers to a heading process of hitting a material held in dies with a punch in the longitudinal direction to reduce the length of the material while increasing the diameter correspondingly.
It is used in processing the head section of rivets, bolts and other headed parts.
Forward extrusion
Material is placed on a die that is narrower than the material’s original diameter, and is then hit with a punch to drive it through the die and reduce its diameter while correspondingly increasing the material’s length.
Backward extrusion
A material held in dies is hit with a punch having a smaller diameter than the dies and material. The material flows into the space between the dies and punch, forming a cup-like shape.
This is used in the making of blind-rivet shanks, for example.
Shipping types


Plating
As part of our business related to electrical contacts we carry out various types of plating.
For further information, please click the link below.
Go to:Surface treatment (plating)
Inspection system
The ongoing trend of miniaturization of electrical components over the recent years led to ever stricter quality requirements regarding materials, surface conditions and the finished product as a whole. In accordance, to maximize our analytical capacities we have introduced the latest analytical equipment and installed an analytical system, where we further extend our abilities every day to make optimal data-based proposals to our customers, thus ensure highest quality standards.Applications for headed parts
Components produced by Heading can be found in a huge variety of applications all around us.
Electronic components
Consumer connectors, diodes, inspection probes, spring connectors, heat radiation terminals for substrates, semiconductor packages and more.



Automobile components
ECUs, power modules, door switches, power window actuators, headlights, taillights, microphones, alternators, secondary batteries and more.


Medical equipment parts
Connectors for medical equipment, components for substrates and more.
Fastening components
Components like rivets used for fastening or fixing materials.

For information about other FINECS products, please use one of the following links.
Go to Search by product category
Go to:Search by product form
Heading equipment
The FINECS Group designs and builds its own Heading machines, which operate completely automatically.
Furthermore, all dies, punches and other tooling equipment is also produced in-house, what enables us to realize even more precise manufacturing with narrower tolerances than ever before, all at reasonable costs.

Methods for processing applied in headed parts manufacturing
Next we will outline major processes in heading fabrication.