ファインネクスの冷間鍛造
冷間鍛造とは?
冷間鍛造とは、金属を加熱せずに室温で圧力をかけて形状を変える加工技術です。この方法は、金属の内部構造を改善し、製品の強度と精度を高めることができます。冷間鍛造は、自動車産業、航空宇宙産業、建設業など、多岐にわたる分野で利用されています。特に、高い強度と精度が求められる部品の製造に置いて、不可欠な加工技術です。
冷間鍛造のプロセス
冷間鍛造は主に以下のステップで行われます。 ① 材料の準備:適切な金属材料を選び、必要に応じて切断します ② 鍛造:専用のプレス機を使用して、金属に圧力をかけ、所望の形状にします。 ③ 仕上げ:必要に応じて鍛造された部品のバリ取り、研磨などの仕上げ作業を行います。
各加工方法の特徴
鍛造と圧造
金属材料の塑性加工において「鍛造」「圧造」は、同じような意味で使用されます。 材料に大きな圧力を加えて目的の形状を得る塑性加工の中で「鍛造加工」は、目的の形状を得ることと合わせて「鍛」という言葉の通り、形状変形と強度を高めることも意味合いとして含み使用されることが多く、同じ塑性加工である「圧造加工」は、ヘッダー(フォーミング)加工と呼ばれネジの頭部の様な形状を得る加工を主として使用されることが多い加工方法です。 上記の様に、圧造加工と鍛造加工はほとんど同じ意味で使用されておりますが、横方向から圧力を加え素材を変形させていく方法が「圧造」であり、縦方向から圧力を加え素材を変形させていく方法が鍛造といった区分けを一般的に行います。
冷間鍛造と熱間鍛造
鍛造は加工時の素材の温度によって区分けされております。常温の素材を用いる冷間鍛造加工の他、素材を熱して加工を行う温間、熱間鍛造加工という加工方法が存在します。
冷間鍛造加工
メリット…高精度、加工速度が高い、表面が滑らか
デメリット…複雑な形状作りが難しい
熱間鍛造加工
メリット…複雑な形状作りが可能
デメリット…低精度、加工速度が遅い、表面が荒い
温間鍛造加工
冷間と熱間の中間であり、それぞれのメリット・デメリットを持ち合わせている
転造
転造加工とは、別名「回転鍛造加工」とも呼ばれ、素材を回転させながら圧力を加えて変形させる方法です。一般的に、ボルトの頭部は鍛造加工で、ネジ山部分は転造加工で造形されています。
冷間鍛造の材料
冷間鍛造加工では主に下記の様な金属材料が使用されます。
銅系金属
銅は、常温時において電気伝導性が純粋な金属の中では2番目に高く、電気伝導性の高い金属の中でも比較的安価で入手できるため、広く電気接点端子として利用される鍛造・圧造加工材料です。上記の様な銅の基本性能を目的により強化するため、様々な銅系の合金が鍛造に利用されています。
純銅
銅(Cu)以外の合金元素を含まず、銅(Cu)本来の高い電気伝導性を持ちますが、強度は他の銅合金に劣ります。酸素を0.02~0.05%残し、電気伝導性を阻害する不純物を酸素で無害化するタフピッチ銅(C1100)や、タフピッチ銅の弱点である水素脆化を防ぐために、不純物である酸素を限界まで除去し純度を高めた無酸素銅(C1020)などが鍛造加工に利用されます。
黄銅
銅(Cu)と亜鉛(Zn)の合金で真鍮とも呼ばれます。亜鉛(Zn)の割合が増すごとに高度が高くなり、反面脆さも増します。合金元素の調達により様々な鍛造加工に適した加工性を持たせることができるため、電気部品のみならず、大型の自動車部品、建設材料などの鍛造パーツに利用されます。
リン青銅
銅(Cu)に錫(Sn)と少量のリン(P)を加えた合金で青銅の一種です。機械的な強度が強くばね性があり、単摩耗性に優れ磁性もないため、多くの電子機器のバネやスイッチ、歯車などの鍛造パーツに利用されます。
その他銅合金
バネ性があり、より電気伝導率が高いコルソン合金も注目されております。
鉄系金属
ステンレス鋼
主成分である鉄(Fe)にクロム(Cr)を10.5%以上加えることにより、錆に強くした銅合鋼です。保有するクロムが空気中の酸素と結合し、表面に不動態皮膜を形成することにより高い耐食性を持ちます。錆に強い特性から、野外などで使用される自動車、建築関連の鍛造の材料として使用されます。
その他金属
アルミニウム
鉄に対する比重で約35%と軽量であり、熱伝導性、電気伝導性、加工性が良好で空気中において酸化被膜を持つことにより高い耐食性を誇ります。純粋なアルミニウムは強度が低いため、アルミニウム合金として利用されることも多く、リベット等の鍛造部品に広く利用されております。
貴金属
主にろう材として金や銀等の貴金属も使用されております。
冷間鍛造部品の加工方法
冷間鍛造加工の際には、材料に直接力を加えて塑性変形を加える「パンチ」と、力を加えられた材料を受け止める「ダイス」を組み合わせ、鍛造・圧造部品を製造します。パンチとダイスは材料の形状、最終目的の形状によりさまざまなものがあり、それらを組み合わせて下記のような鍛造加工を行います。
据え込み加工
ダイスで固定した材料を、軸方向にパンチで叩くことにより、材料を短くその分線径を太くする鍛造加工法です。リベットやボルトなどの鍛造パーツの頭部分の加工に利用されます。
前方押出し加工
元々の材料の径に対して、小さな径のダイスに材料をパンチで叩くことにより、材料の径を絞り、絞られた余りの材料分、材料の長さが長くなります。
後方押出し加工
材料をダイスに入れた状態で、ダイス材料径に対して小さなパンチで力を加えることにより、材料はダイスとパンチの隙間に逃げ、カップ型の形状となります。リベットのカシメ部分のような鍛造部品加工に利用されます。
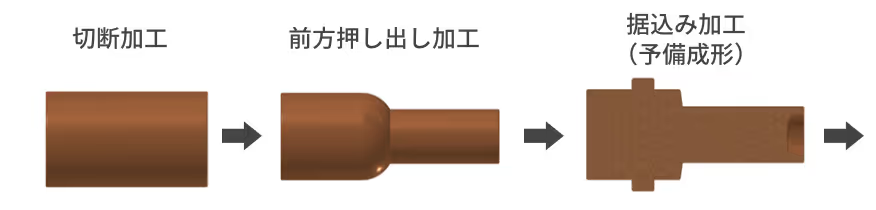
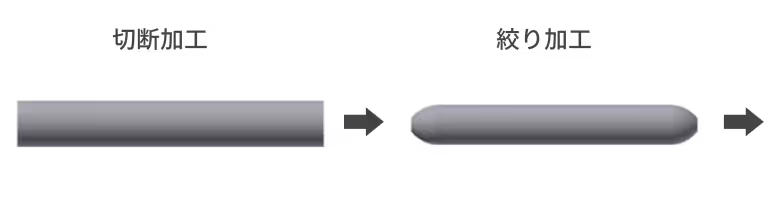
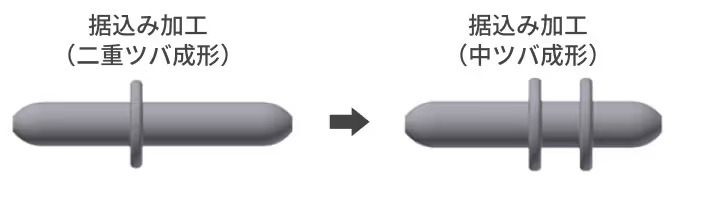
冷間鍛造加工・冷間圧造加工(コールドヘッダー加工)加工工程

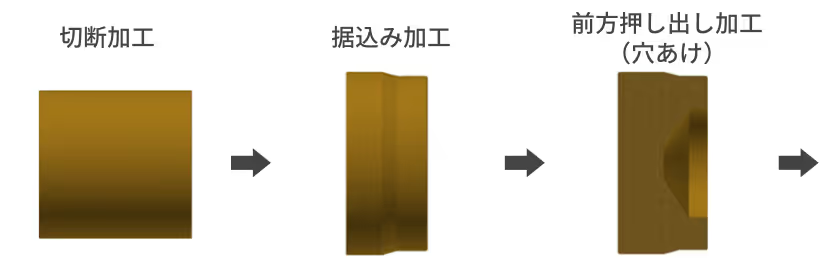
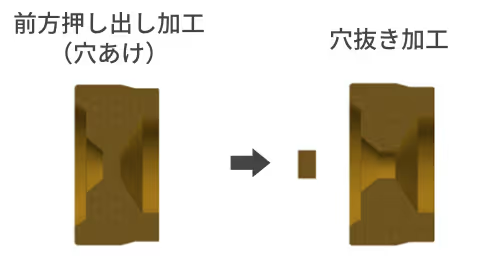
冷間鍛造加工・冷間圧造加工(コールドヘッダー加工)薄物 加工工程
冷間鍛造加工・冷間圧造加工(コールドヘッダー加工) つば付きピン 加工工程
検査体制
ファインネクスでは、各種分析装置を導入し常に安定した品質の維持管理を行っております。解析力や、品質の高さはお客さまにも高く評価されています。ベーシック品質管理手法を用い、分析力、解析力を日々深化させ、データに基づいて最適なご提案をさせて頂きます。
評価センターを詳しく見る
冷間鍛造部品の使用用途
冷間鍛造加工にて製造された部品は、高速で大量に生産できるという特性を活かして我々の身近なさまざまなシーンで利用されています。
-

電子部品
民生コネクタ、ダイオード、検査プローブ、スプリングコネクタ、基板用放熱端子、半導体パッケージ等
-

自動車部品
ECU、パワーモジュール、ドアスイッチ、パワーウィンドウアクチュエーター、ヘッドライト、テールライト、マイク、オルタネーター、二次電池等
-

締結部品
リベットなどの部材の締結、固定に使用される部品





加工機
ファインネクスグループでは、鍛造加工を行うための自動稼働の鍛造加工機を自社内で設計製造して、鍛造部品の製造を行っています。また、鍛造加工を行うためのダイス、パンチなどの金型も自社内で製作することにより、お求めやすい価格にて、高い精度と品質の安定した鍛造加工を実現しています。